Pour réaliser la découpe laser et la gravure en surface, 2 fiches SVG seront nécessaires. ( voir l’article sur la vectorisation )
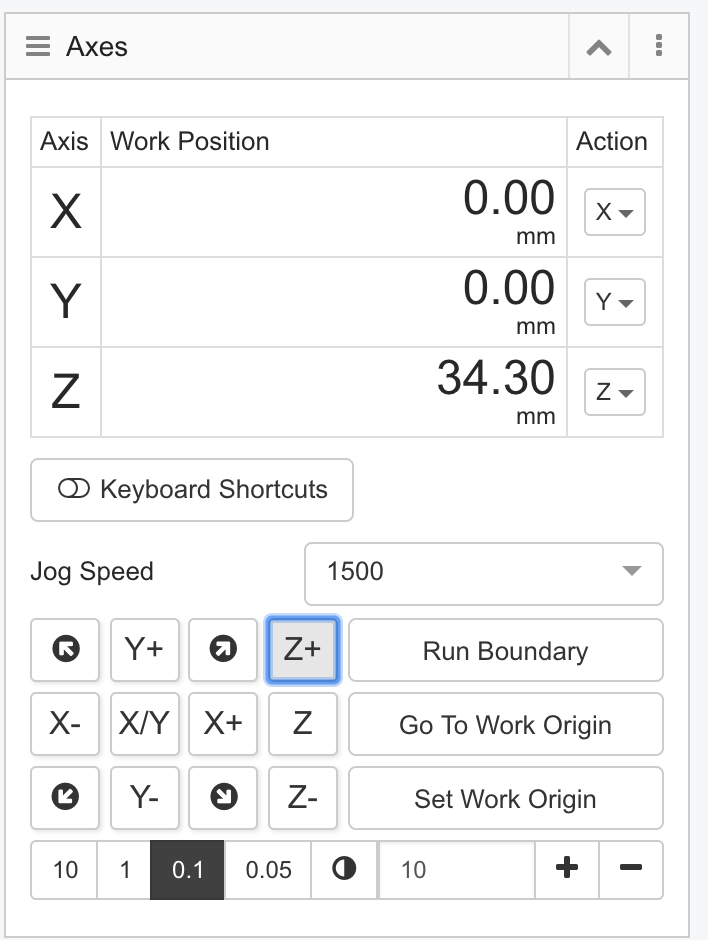
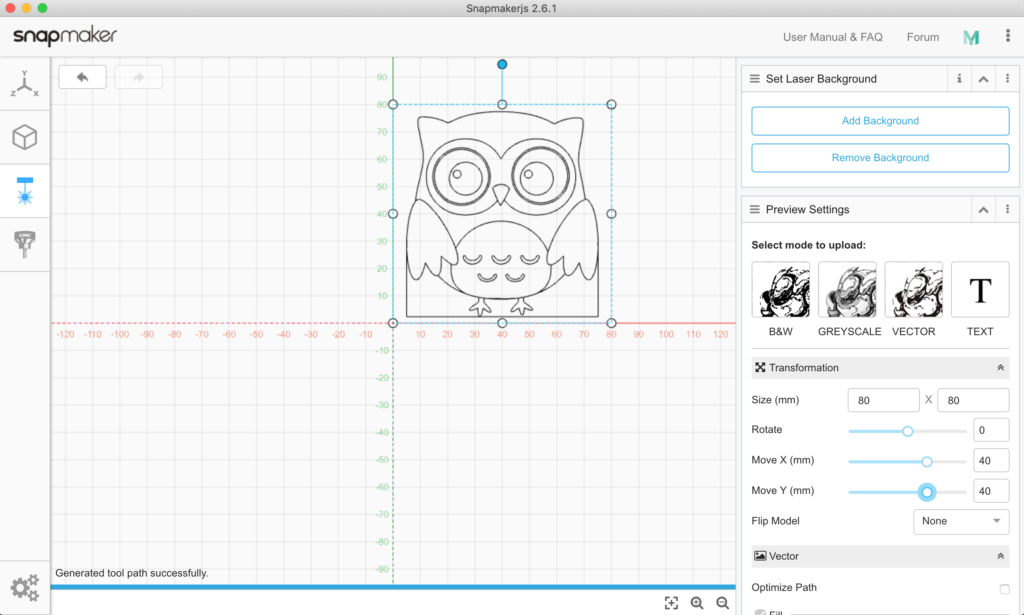
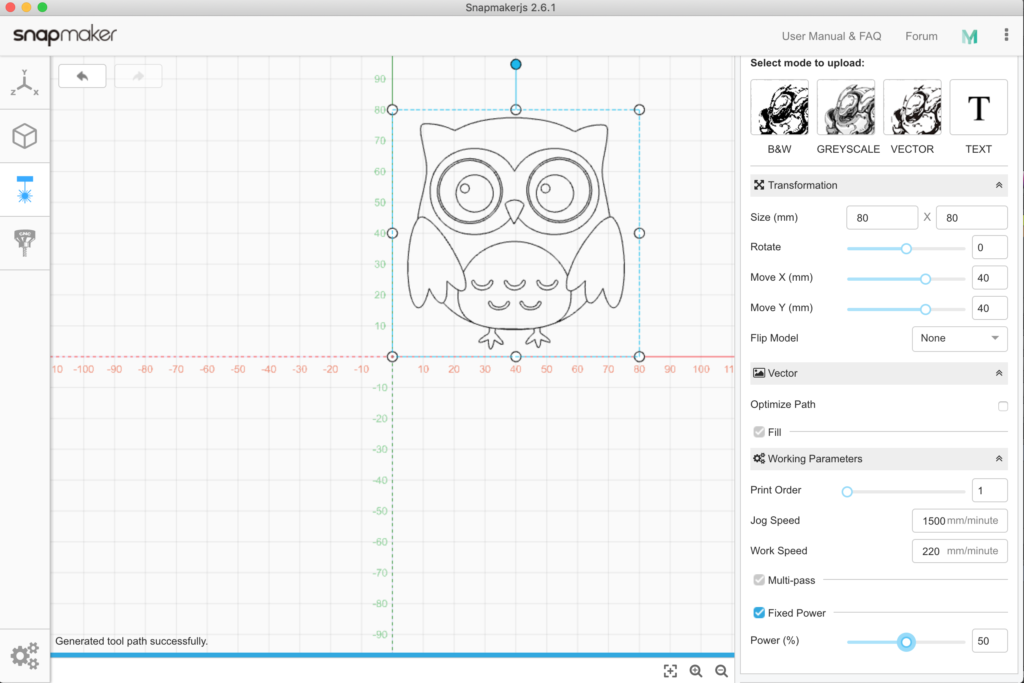
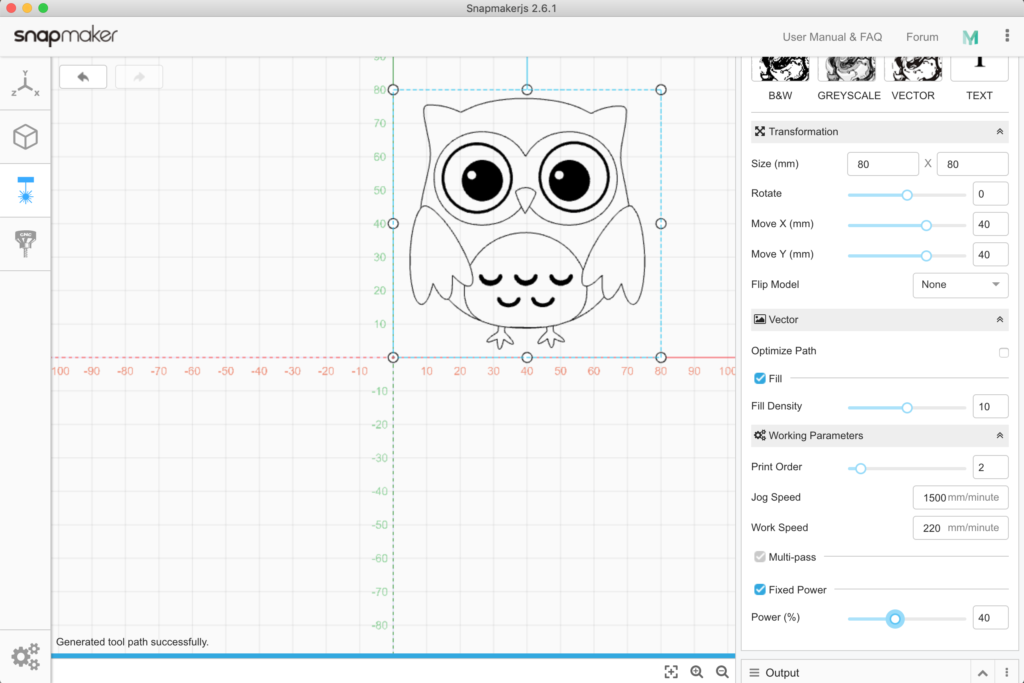
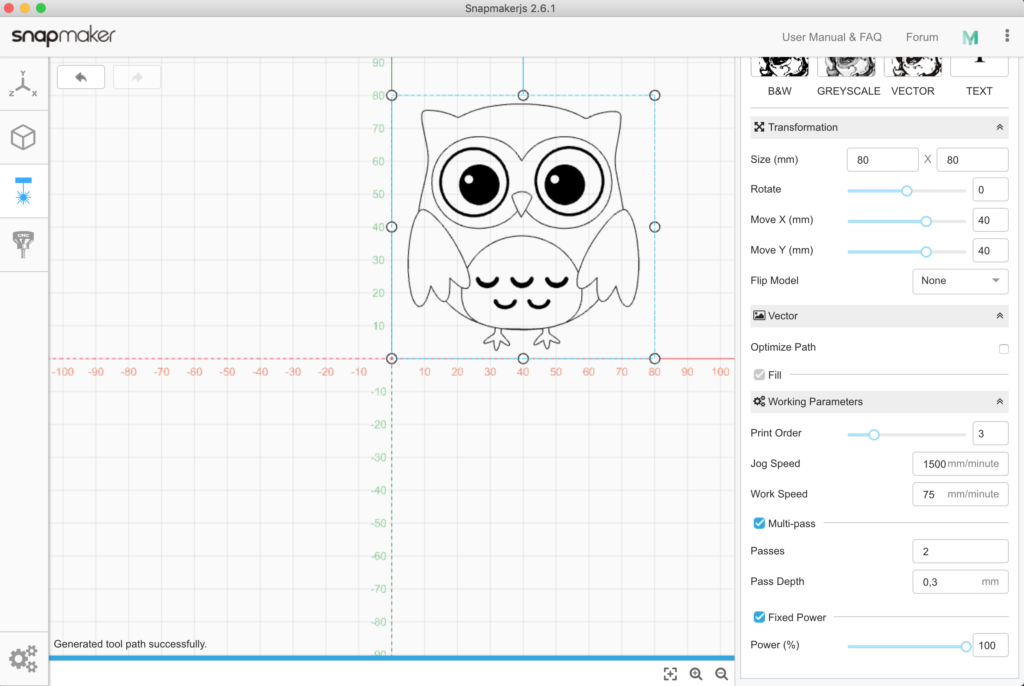
Le Focus ! Très important. Pour la Snapmaker et son laser 1600mw, j’ai relevé un focus à 34,3mm au dessus de la matière à découper.Dans le logiciel Snapmaker, cliquez sur la gauche sur le gros bouton en forme de laser puis sur la droite cliquez sur le bouton Vector. Choisissez le fichier dédié à la gravure ( avec ou sans découpe ), puis spécifiez ses dimensions ( 80×80 à et centrez le sur votre table à 40×40 pour qu’il soit centré sur un bout de bois de 80×80Spécifiez la vitesse de gravure ( 220mm/min à 50% ) ou ( 330mm/Min à 40%) pour graver de manière moins puissante. La gravure se fait en une seule passe.Ajout des zones noires: Vector puis cocher Fill à 10, order 2, 220/330 mm/min puissance à 40%Ajout en Vector toujours de la découpe: vitesse 75, 2 passes et une descente de 0.3mm avec une puissance à 100% Ordre 3 pour le fichierCliquez sur le bouton Générer le GCode puis envoyez le sur la table du logiciel. Enregistrez avant le Gcode si besoin pour une future utilisation )
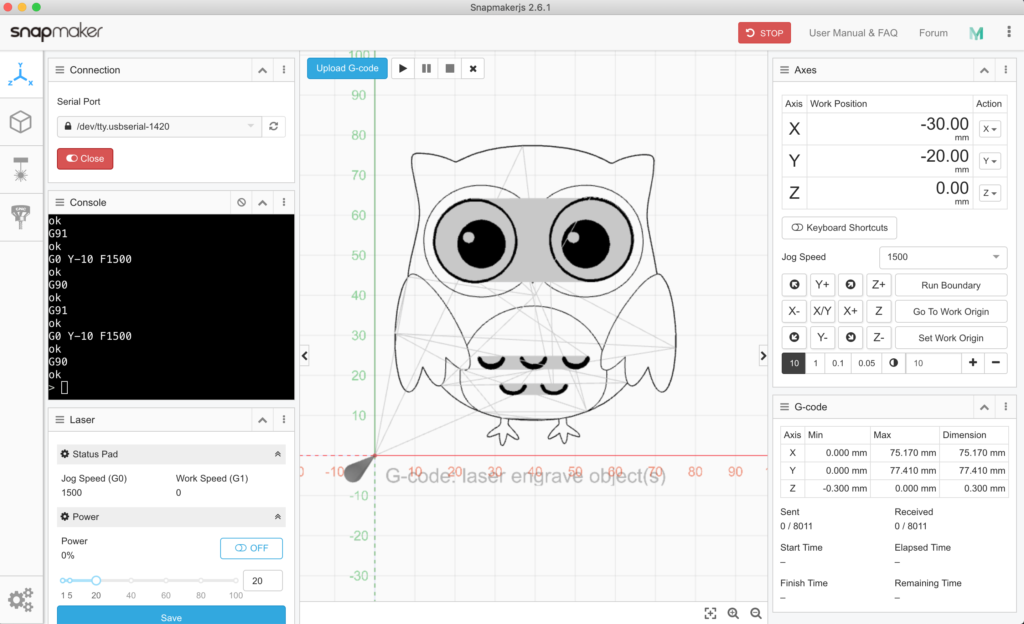
Vérifiez le point de départ en activant le laser à 1% et positionner le départ sans oublier de cliquer sur Cliquez sur le bouton Set Work Origin.
Cliquez sur Run Boundary pour vérifier la zone de découpe en laissant le laser à 1%
Cliquez ensuite sur le bouton de lancement de la gravure / découpe.